 English
English
【技术论坛】钢桶自动清洁洗涤机的设计与应用
日期:2025-11-14 | 作者: 发酵罐清洗解决方案
摘要:介绍了标准钢桶自动清洁洗涤机的基本工作原理和工作流程,自动控制系统的硬件主要由PLC、触摸屏、变频器和步进电机构成。在分析工艺过程的基础上将工艺过程分为若干个子段,利用模块化程序设计结构,循环调用子程序方式实现自动控制功能。详细的介绍了系统的配置、主体问题的解决办法以及触摸屏人机交换界面程序的开发使用等情况。实践证明本油桶自动清洁洗涤机的控制管理系统具有简单易操作、可靠性高、维护成本低的特点。
本文设计的自动钢桶清洗机是一种专门的设备,能够完全去除钢桶内壁的锈蚀和污垢。整个结构主要由定位单元、清洗单元、防锈单元、烘干单元等组成。该设备的特点是:利用触摸屏面板上的按键对洗油桶机的电气控制管理系统和气、液压系统来进行控制操作,来自动完成对钢桶的清洗、喷防锈液、烘干和喷油等一系列自动操作的工作后即可达到再次罐装的要求。整个操作有2~3人即可完成,节省了大量的人力,而且清洗效果是人工清洗所不能及的。
为了充分满足生产条件,根据用户所提出的工艺要求,采用三菱触摸屏和FX2N 可编程控制器来实现对油桶清洗机系统的控制,该系统结构紧凑,具有极高的可靠性和稳定性。并又增加了一些用户所没有想到的工艺环节的程序设计控制,使系统更加完善,运行更加稳定。
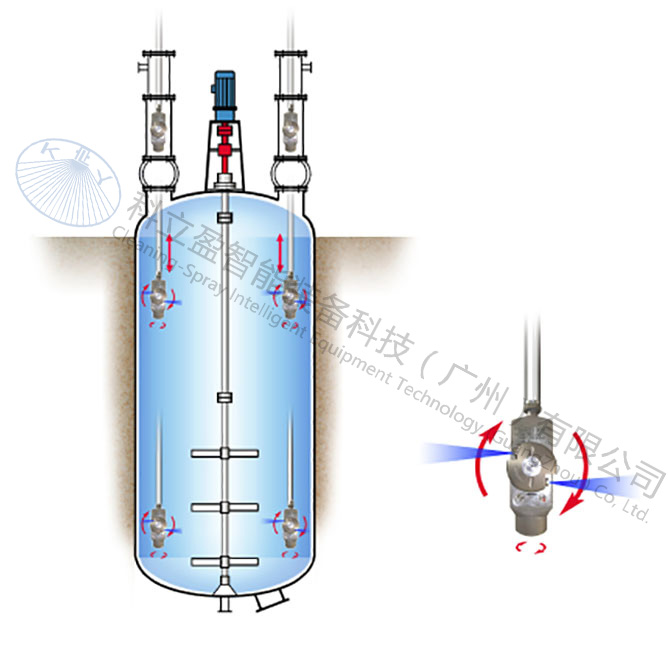
钢桶自动清洗机主要分为两大部分:桶外壁清洗和桶内壁清洗。根据用户要求,将200L标准的钢桶按照国家标准GB325规定,大小桶口位置在同一直线上,注入口(大口)至中心205mm,透气口(小口)至中心210mm,允许偏差为°±2mm;油桶外高为900mm,允许偏差为°±3mm ;钢桶圆形,无明显失圆、凹瘪、歪斜等缺陷。先进行桶外壁清洗,然后自动转入桶内壁清洗,整个过程原理如图1所示。
人工把桶平放入桶外壁清洗装置后,用热水对桶外壁进行喷洗3min,然后自动将桶推出清洗装置,进入桶内清洗系统。油桶的进桶和出桶位置都在设备的同一侧。
在桶内壁清洗装置中,每一个托盘上都有锁紧装置,利用在定位工位的锁紧气缸可以将桶牢牢固定在托盘上,在以后的各工位中,喷杆经过桶的大口伸入桶内,然后进行工艺操作;在喷油工位有解锁气缸,可以解除桶的锁定状态。托盘的移动是靠由变频器驱动的电动机带动链条向前运动。各工位之间的距离完全相等,这样就给工位工艺操作提供了方便。只要在定位工位将桶锁紧,变频器驱动电机带动的链条旋转一周,托盘就向前移动一个工位,这样无需考虑每个工位的桶定位问题。在链条上安装一挡片,利用接近开关来控制变频器的停止工作。变频器在运行中实现高速运行,低速停止功能,既节约了时间,又减小了停车惯性,使得托盘在各工位间的运行更加平稳准确。
桶外壁清洗结束后,经过气缸驱动的机械机构翻桶、推桶到上桶工位,由上桶电机传送到桶内洗装置旁,然后检测开关检测有桶到达并将桶自动推入托盘上等待下道工序。
此工位的主要机构包括托桶机构、桶口监测机构、精确定位机构、旋转机构、锁紧机构和压下机构。用托起气缸将桶托起与步进电机带动的旋转机构接触,利用步进电机带动桶正转,桶口检测装置升起至工作状态,待检测到大桶眼后监测装置落下,桶反转180°后精确定位杆升起并插入桶大口中,此后利用压下气缸将桶压到托盘上,然后利用锁紧气缸将油桶锁紧在托盘上,然后压下气缸、定位杆返回,精确定位完成。此工位是整个桶内洗关键的一环,为后续工作关键前提,如果在此工位没有找到桶眼或没有夹紧油桶,则程序确认此托盘无桶或桶不符合要求,后面的清洗、烘干等工位将此托盘上的桶不进行工艺操作。在设计时选用三菱1PG-E定位模块,使定位工作精确到0.1mm,并加有多重定位检测保护。
将清洗喷头伸入桶内,用80℃高压热水将油污除去,水温不够进行等待。利用桶的小口将桶内污水吸出并回收处理。
将防锈液雾化均匀喷到桶内壁并附着在桶内表面上,同时将桶内液体从桶的小孔吸出,防止油桶生锈。
工艺同上烘干工位,在出口温度为140℃时将油桶内壁下表面部分进行干燥,使之没有液体附着。
将柴油雾化,喷附在桶内壁,检查桶是否漏油,喷油完毕将利用解锁气缸油桶解锁,为出桶工位做准备。
1)启动和运行。在风、水、电准备完毕后,按下启动按钮,进入工作准备状态,然后利用触摸屏的人机界面进行手动或自动的选择进行控制。手动运行要求单工位动作;自动运行时,要求当油桶在某一工位都完成的工艺动作后,托盘带动油桶运行至下一工位,没有桶的工位不进行工艺动作。
步进电动机为150BF003型,步进电机驱动器为BQH-500型,触摸屏为F940GOT-LWD-C型,PLC主机为FX2N-128MR-001型,扩展模块为FX2N-48ER型,定位模块为FX2N-1PGE型,温度控制器为SR73-8Y-N-1C型,变频器为ACS401-X004-3-2型。
触摸屏人机界面是专为可编程控制器的应用而设计的工作站,采用全中文操作界面,采用RS-485通讯方式和PLC相连,能取代大部分传统控制面板的功能,例如:各式按钮开关、LED 指示等,并可节省部分PLC的I/O模块,通过它可以方便地修改各种参数并能显示故障信息。系统硬件组成如图2所示。
软件程序如图3所示。根据工艺控制要求,7条工艺程序,运行12个工位,循环运行,还要加上显示功能,如不采用子程序结构,程序拖沓冗长,其输入、调试以及日后维护的工作量都很大。为此,本程序采用模块化结构,反复调用子程序结构,对用户程序进行优化,缩短扫描周期,实现了自动化控制的要求。
程序系统建立3级子程序结构,每条工艺的每一圈采用多重嵌套反复调用的子程序结构。主程序下有监测程序、报警程序、手动程序、自动程序和调试程序,在自动程序内又有7条工艺程序。程序设计思路清晰,维护方便。
对PLC循环扫描方式的深入理解是建立在子程序标准模式理论基础上的。与计算机系统不同的是,PLC采用独特的循环扫描方式,每个扫描周期包括读取输入,执行程序处理信息,自我诊断,输出结果5个基本过程。扫描仅是用户程序执行的必要条件,还需满足该语句的执行条件,才在该扫描周期中予以执行。扫描可以是顺序进行的,但执行却不一定是顺序的。子程序,跳跃语句等指令都是改变扫描顺序的方法。基于以上认识,子程序的标准模块具备下列4个基本要素。
1)主程序[或上一级子程序]调用某一子程序时,需设置一个该子程序的入口条件:即主程序[或上一级子程序]中CALLn语句前设立一个条件标志位[LDMx,x],这样就保证只有该条件具备时,他所引导的子程序才被扫描。
2)在子程序内设置一个该子程序的出口条件,即在子程序内的所有动作执行完毕以后的最后一步,设置该子程序入口条件的复位句[RMx,Yk1],与其入口条件相呼应。这样就保证了该子程序执行完毕后,只要其入口条件不满足,该子程序就不再被扫描。
3)在子程序内设置接口条件,即在需要子程序执行完毕以后才执行后继主程序[或上一级子程序]的情况下,在该子程序设置出口条件的同时,加设该子程序的转出标志,这样就保证了该子程序执行完毕后,后继主程序[或上一级子程序]才能执行[尽管PLC在该子程序扫描过程中,从未中止对后继主程序或它的上级子程序的扫描]。
4)对于重复调用的子程序的入口条件,只要在同一扫描周期被扫描,就必须设置不同的入口条件标志。但接口标志只需设立一个即可。这是因为接口标志不是后继程序执行的唯一条件。
采用上述标准模式建立的子程序模块具有这样的特点:当该子程序入口标志打开[ON]时,子程序作为主程序的一部分进入扫描过程,一旦该子程序执行完毕,入口标志被关闭[OFF],该子程序就退出扫描过程,从而避免了多重嵌套,反复调用时可能发生的程序错乱。
自动油桶清洗机在程序设计中充分考虑了清洗工作的操作简洁性、直观、安全性等要求,利用可视操作界面和PLC配合使用,使得整个自动工作流水线运行流畅;在手动操作界面下,按照触摸键的说明,只要按一下按键就可以完成一个工位的工作,除工位行进外其他各个工位可以同时进行操作。
清洗前首先要检查油桶,上线时选择整形好的吸净底油的桶,大小桶口中心不能偏心和变形过大:上下桶面不能变形过大,对于有严重变形和严重锈蚀的桶则作废桶处理,不能进行清洗。当按下控制柜的上电按钮,准备工作结束后在触摸屏上自动进入首页面,见图4。
在主页面上,操作者可选择“设备启动”,“单动调试”两种运行方式,点动之后自动转到相应页面。
选择“设备启动”后,触摸屏转入设备启动页面,见图5,然后按照页面上的提示进行操作即可;在工作方式选择中有“自动程序”、“手动程序”、“调试程序”3个选项,点动任何一方式后触摸屏自动转入相应页面;点动主页选项会返回到首页面。
选择“自动程序”后,触摸屏转入自动运行页面,见图6,在此页面上根据提示可选择运行的工位,但定位工位、喷油出桶、工位运行是系统默认必须选择的,其他工位需要经过人工选择,被选择的工位被按下时背景变为黑底白字,再按一次时此工位被取消,按钮又变为原来的白底黑字。选择好后,按程序启动或清洗线定位工位龙门架右侧按钮盒上的绿色启动按钮即可。
按下程序复位,程序中断,各工作时间清零,各工位状态回到初始状态,再次按程序启动按照初次开机执行;按下“工位监测”按钮,触摸屏转入状态信息页面,见图7,在状态信息一栏里,如果左侧显示框为黑底白字则为正在工作状态,如果为白底黑字则说明不在工作状态或是没有检测到桶,或污水不在高位或不在原点位置等;右侧则直接表明当时的工作状态。
按下查看各工位状态栏里的各按钮就进入各工位状态显示页面,同样显示框内为黑底白字说明正处于工作状态,如果为白底黑字则说明不在工作状态。返回键为返回到状态信息页面。
选择“手动程序”后,触摸屏转入手动运行页面,见图8,在此页面上根据按钮提示可单独选择运行也可同时选择几个工位同时工作。按下后自动完成一个工艺过程的工作。页面中的“工位监测”按钮功能同前所述。
手动操作必须遵守的规定:1)在上桶启动操作时,上桶辊道上有桶;2)同一个油桶的定位操作只能进行一次;3)在进行清洗、防锈、烘干、喷油工位操作时,油桶必须是经过定位操作并且定位成功被夹具夹紧的,否则会造成设备的损坏;4)油桶到达喷油解锁工位时,必须进行解锁,如果不想喷油可利用解锁工位附近的绿色解锁按钮进行直接解锁操作;5)“设备复位”按钮同1#控制柜上的复位按钮作用相同。
调试程序部分,用于设备维护时的方便操作,对每一个动作的环节可以进行单独的重复性的操作,便于定期检修和维护。
选择“调试程序”触摸屏进入单动调试页面。此部分为检修所有动作元件,控制系统可以使每一个执行元件单独动作。调试页面共分3页,分为单动调试、单动调试续一和桶外洗单动。页面上有上下页翻动键,可往复翻动进行操作。按下主页可回到首画面。
每一按钮单独控制,不受其他元件影响。按一下后按键变为黑色,说明已经接受动作,再次按下将取消动作。
根据提示,清洗头按钮、防锈喷杆、喷油头的上下为点动控制,操作时按住不放,当导杆移动到合适位置时再松开手。
油桶自动清洁洗涤线的控制系统具有实时监控功能,根据故障监测子程序,在系统运行中对所有的电气元件的运行状态进行监测,如果某一限位开关不到位或没有复位,此部分工作将停止,工位也不能前进运行。
在可视界面里的工位监视界面,对每一工位的电磁信号点、电磁阀、行程开关位置进行显示,此部分可以非常直观地查找故障、分析原因。控制管理系统一旦通电运行后,由PLC控制的检测程序就开始不停地检测机组各部分,判断是否有故障产生。当出现如接触器损坏、上升杆未退回到位等故障时,机组将自动停车并禁止运行,然后发出报警,显示停车原因和故障点,并可记忆故障代码(PLC)或故障信息(触摸屏)供修东西的人查看。只有当故障排除后,系统才可重新投入运行。而对某些非致命故障,如没有防锈液,操作面板则定时闪烁显示警告信息,以提醒现场操作者的注意。
由于系统输入信号很多为无源触点方式,考虑到机械抖动的不可靠性和系统对控制速度要求不太高的详细情况,为了进一步提升系统的抗干扰的能力,在程序设计时,将这些接收的开关信号加入不同的滤波时间以确定该信号是否有效。
自动油桶清洗机的操作简单明了,操作面板上的按钮和指示灯都有相应的文字说明,用于控制主电源和显示当前的工作状态。温控仪表在工作时实现自动的PID调节,控温精确在±0.5℃,而且修改温度参数方便。人机界面的使用,为洗桶机的调试提供了便利,也方便了用户的操作和维护,用户可很容易地设定和修改机组的运行参数或查看机组的运行状况。
该系统投入生产后,油桶清洗的质量明显提高,系统简单易操作,可靠性高,维护方便,工作效率得到大幅度提升,目前该设备被用户作为精品工程建设项目给其他单位做示范。返回搜狐,查看更加多
推荐内容 Recommended
-
新闻 按职业分类
2024-02-25 -
烟道清洗报价明细表
2024-02-25 -
油烟机:清洗的“游击队” 收费高猫腻多_深度调查太平洋家居网
2024-02-25